![]()
![]()
In realizing our Purpose and 2030 Vision, we believe that trust from our customers is the most important. We have established the following quality policy in promoting quality assurance by placing the utmost priority on excellent product quality together with safety and reliability, which are the premise for earning customer trust.
The Morinaga Group pursues the goal of delivering products that meet customers’ expectations by placing the utmost priority on excellent product quality together with safety and reliability.
We believe that the trust of our customers is the most precious value for us, and we pursue the provision of high-quality products with a sincere attitude, treasuring the bond of trust with our customers.
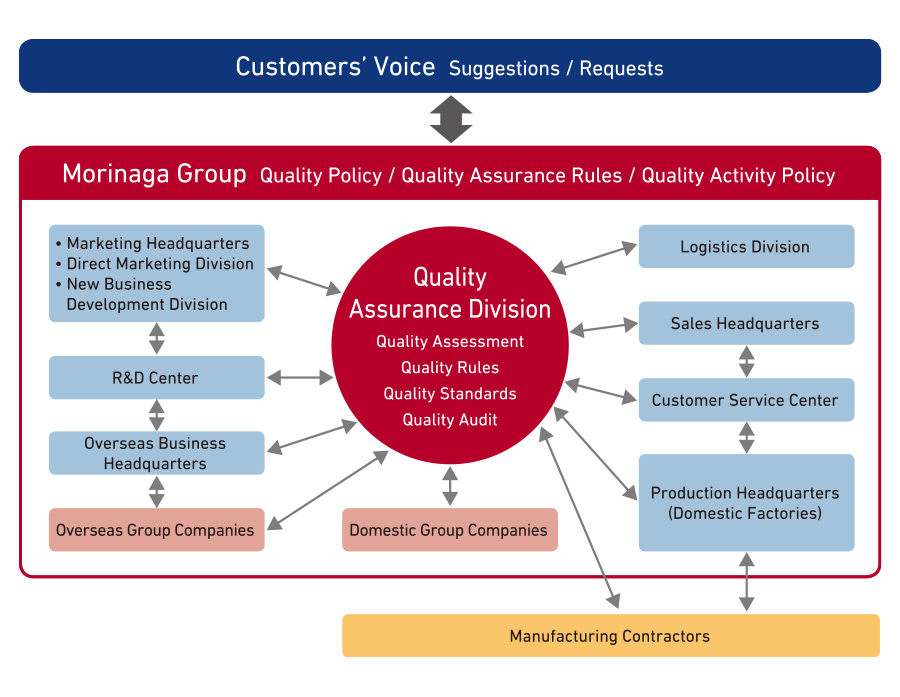
In order to practically implement the quality policy, we have established the Quality Assurance Rules, and are centrally and systematically managing and maintaining the “Quality Assurance Objective (purpose),” “Target Level,” “Manuals Related to Quality Assurance,” and “Quality Standards.” We conduct activities on assuring quality in each department.
In FY2025, we established the new Quality Assurance Committee to strengthen quality assurance governance by the management team.
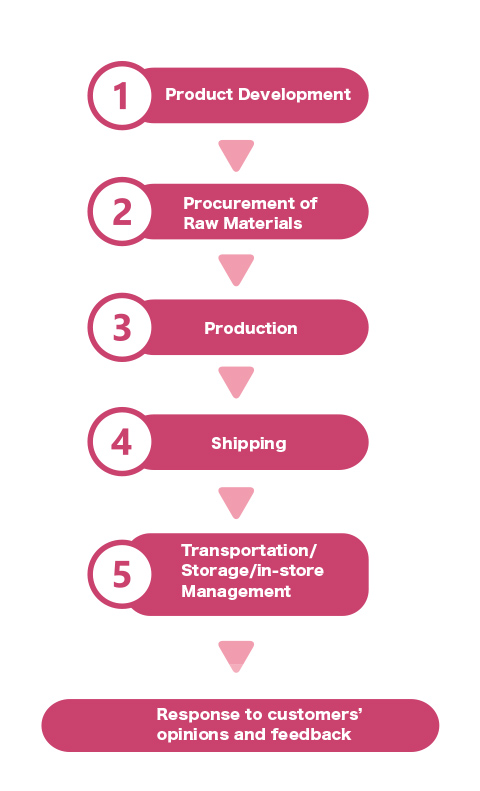
In an effort to deliver safe products to our customers, we have established a safety-focused quality assurance system that employs various approaches and mechanisms throughout all processes from product development to procurement, production, distribution, and sales.
If a customer gives feedback about our products after the delivery thereof, we respond to it by conducting a variety of quality investigations and analyses and reporting their results back to the customer. We share these types of information within our organization to leverage it for purposes of product development and improvement If an unexpected event occurs to our products, we would be committed to disclosing information accurately and promptly in order to restore our customers' trust.
While designing product quality and packaging and ensuring proper labeling, we comply with all food‑related laws and regulations as well as our internal rules, so that product quality and safety are maintained throughout the best‑before period.
We have prescribed strict regulations for the raw materials used in our products, and only purchase ingredients from manufacturers who can meet these requirements. We check information on the safety and reliability of raw materials with regard to not only compliance with the Food Sanitation Act but also food additives,allergenic substances and genetically modified organisms (GMOs). We also conduct testing when it is determined to be necessary, confirming that raw materials are safe.
All of our domestic production factories (four Morinaga factories and four affiliated production companies) have obtained the FSSC 22000 certification, an international standard certification for food safety systems or JFS-B standard certification, a Japanse Food Safety Standard. The manufacturing contractors carry out quality inspections, and production is carried out while ensuring that an appropriate quality assurance system is in place.
We also implement food defense measures to prevent the intentional contamination of food products.
FSSC 22000 certification:
Mishima Factory, Oyama Factory, Chukyo Factory, Tsurumi Factory, Takasaki Morinaga Co., Ltd., Morinaga Angel Dessert Co., Ltd., Morinaga Dessert Co., Ltd.
JFS-B standard certification:
Osaka Center of Aunt Stella Inc.
Once produced in a factory, products undergo a shipping inspection as a final check in the factory before they reach our customers. The shipping inspection process is the last line of defense to ensure the safety for our customers. Specifically, the process is designed to verify the product's flavor, alignment with specified color tones, dimensions, and weight, and observance of bacterial standards (microorganism control), to identify any broken or defective packages, and to look at whether the best-before date is printed correctly.

Shipping inspection (measuring that dimensions and weight meet product standards)
To ensure the delivery of safe products to our customers, we have established rules for logistics service providers (warehousing and transportation companies) and business partners to prevent any deterioration in product quality, and we request their compliance with these rules.
If a product is reported to be defective by a customer, we immediately carry out an investigation and analysis, verify compliance with quality and regulatory requirements, and report the results to the customer. Further, we quarterly hold a meeting of the Voice of the Customer Review Subcommittee with the aim of taking customers' opinions and feedback into consideration in our company-wide efforts to improve product quality, packaging, labeling, sales campaigns, advertisements, and so forth.
The Morinaga Group has established inspection systems for nutrients and functional ingredients, chemical substances, microorganisms, food allergy, and other factors, and verifies the quality of raw materials and products through testing and analysis to ensure safety and compliance with applicable laws and regulations. In addition, for products subject to customer inquiries or claims, we conduct scientific and objective testing to provide our customers with peace of mind.

Measurement of food allergens (specified raw materials)
As part of our efforts to prevent foreign substances being intentionally inserted into foods, we first of all endeavor to create a workplace environment where it is easy to work and importance is placed on communication, raising employee awareness so that they act in a manner that gives highest priority to customers' safety and peace of mind. On top of this, we implement both tangible and intangible measures to reduce risks, including stricter management of entry/exit to/from factory premises and production facilities, rigid compliance with rules concerning the prevention of contamination (restrictions on personal belongings allowed to be brought in and the handling of chemicals), and installation of camera-based recording systems.

Controller room

Camera-based recording system
Throughout the process from raw materials and ingredients to manufacturing, storage, and delivery, we maintain product traceability by keeping complete records of, and take strict control over, raw materials and products. We also carry out training on a regular basis and confirm whether the traceability system is working properly.

Traceability is checked using with a bar code reader
In addition to being in compliance with laws such as the Food Labeling Act, labeling on packaging provides information important for customers when selecting products. We devise ways to ensure that health-related information such as allergy information, nutritional information, and directions for consumption are clearly visible and easy to understand. We also work to raise customer convenience through such efforts as labeling individual packaging with allergen information and cross-contamination statements (a warning for possible contamination arising from production at shared facilities).
When there are changes in allergen information, it is printed on the package front. Such we are taking steps to communicate accurate information to our customers.
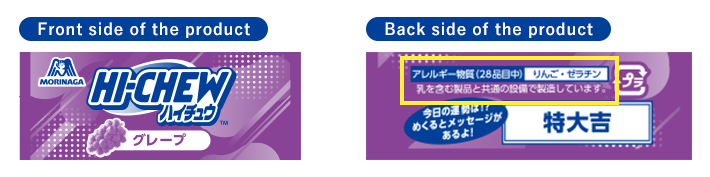
Allergen and contamination statements listed on individual packages (Ex. HI-CHEW)
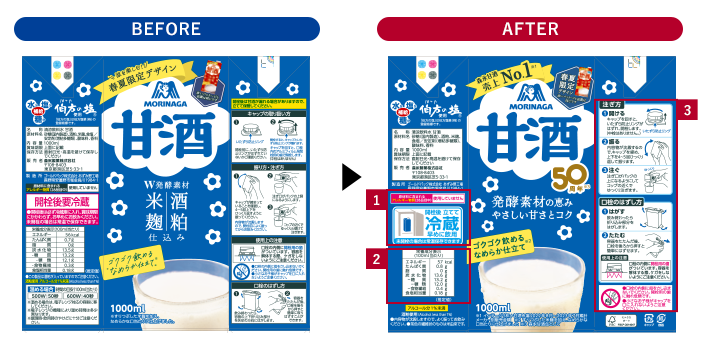
Package labeling for Amazake 1000 ml
We improved the design so that the information we want to communicate stands out more clearly.
We minimized the use of lines to enhance overall readability.
We grouped the information into two categories—usage instructions and disposal instructions—and arranged them in line with the customer’s sequence of actions.

Allergen information printed on package front when changes are made
We provide not only legible and easy-to-understand allergen data on product packages but a list of allergens on our website to help customers feel safe when selecting our products. For the sake of customers with allergies, we will continue to carry out strict quality control over specified raw materials and their equivalents as part of our sustained efforts to deliver safe products to our customers.
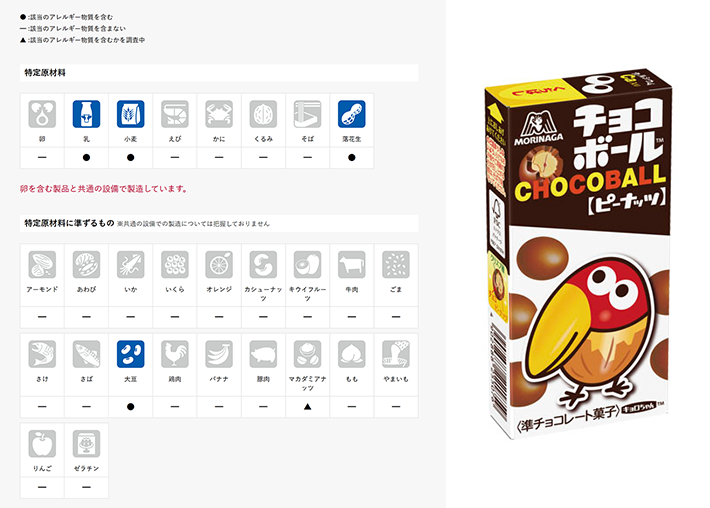
Allergen-related information (website) Chocoball <Peanuts>
In principle, we do not use genetically modified materials in our products. Soybeans and corn are treated under Identity Preserved Handling (IP Handling) so that genetically modified raw materials are not included.
We use vegetable oils, emulsifiers, flavors, etc. that contain ingredients not critically separated from genetically modified crops. However, it is not required to list these ingredients on product labels, as their protein component has been removed or decomposed during the production process and therefore it is technically infeasible to determine whether the food is genetically modified or not.
We conduct training on quality assurance, including product design and labeling, for newly assigned product development staff. In addition to training new staff, we also work to promote understanding of safe and reliable product design through regular training sessions and lectures by our Quality Assurance Division, Legal Affairs Department, and General Affairs Division through the provision of information on product safety and laws once a month.
We join and participate in various academic societies such as the Japanese Society for Food Hygiene and Safety, various fair trade councils, and various food hygiene related associations including the Japan Food Hygiene Association. Through such activities, we gather the latest information on food quality assurance such as food hygiene and standards and use this knowledge to strengthen our quality assurance system.
For example, we participate in the formulation of the bylaws established by the councils related to fair trade of ice cream, chocolate, and biscuit, and apply and comply with the bylaws. Information on quality and safety is also exchanged during the formulation process. We are working to maintain and improve our quality assurance level by making effective use of these efforts.
Our overseas production sites (Taiwan Morinaga Co., Ltd., Morinaga [Zhejiang] Co., Ltd. and Morinaga America Foods, Inc.) abide by the Morinaga Group Quality Policy, and based on local situation, have acquired international food safety management system certifications FSSC 22000 (in Taiwan and Zhejiang) and SQF Codes Edition 9* (in the United States), ensuring they manufacture safe products.
We also conduct quality inspections at our overseas manufacturing contractors to ensure that safe and reliable products are shipped under an appropriate quality assurance system.

Process inspection in Morinaga America Foods, Inc.

X-ray inspection in Morinaga America Foods, Inc.
In addition to its own production factories, the Morinaga Group has many manufacturing partners in Japan contracted to carry out its production.
When outsourcing production to partner companies, we conduct a rigorous GMF* inspection in advance to confirm that their management practices comply with the quality control standards applied at Morinaga Group production factories. Furthermore, the decision on whether to outsource production involves the participation of senior management, thereby strengthening our governance.
Once contracted, GMF Inspections are conducted regularly and the manufacturing partners are requested to maintain and enhance their quality control systems. To facilitate the efforts of manufacturing partners, the Morinaga Group shares information with them and provides support (information exchange forums, quality improvement support, etc.).
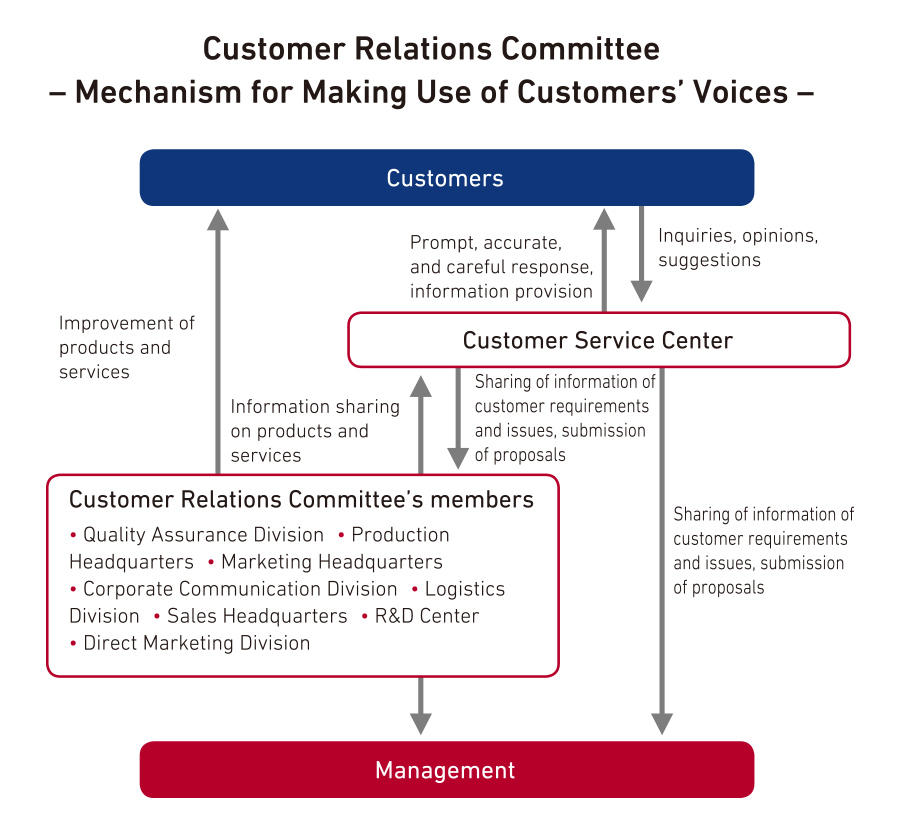
Led by the Customer Service Center, Production Headquarters, and Quality Assurance Division, a meeting of the Voice of the Customer Review Subcommittee is held quarterly to share customers' voices among all relevant divisions. We take customers' voices seriously and use them to help improve customer satisfaction.
In addition, we agree with consumer-oriented management recommended by the Consumer Affairs Agency and have made a voluntary declaration on consumer-orientation. We also conduct regular follow-up activities to ensure its continued implementation.
Based on the international standard ISO 10002 for customer satisfaction, we continuously implement improvements with the aim of enhancing customer satisfaction.
We receive customer opinions and requests by telephone, email, letters, and other channels, and strive to respond with sincerity, speed, and accuracy. The details of customer inquiries are shared company-wide through daily and monthly reports, enabling us to identify issues at an early stage and apply the insights to improving our products and services.
In addition, we conduct surveys on our customer response practices to further enhance customer satisfaction.
On our website, we introduce some of the cases where we have made improvements by listening closely to our customers’ feedback.
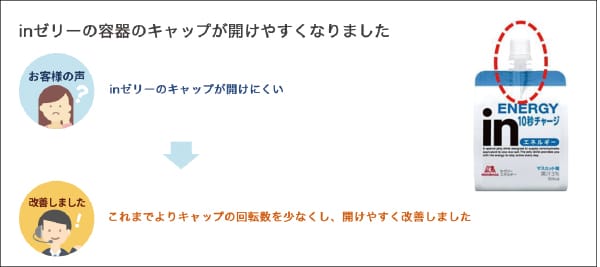
Use of easier-to-open caps (website)
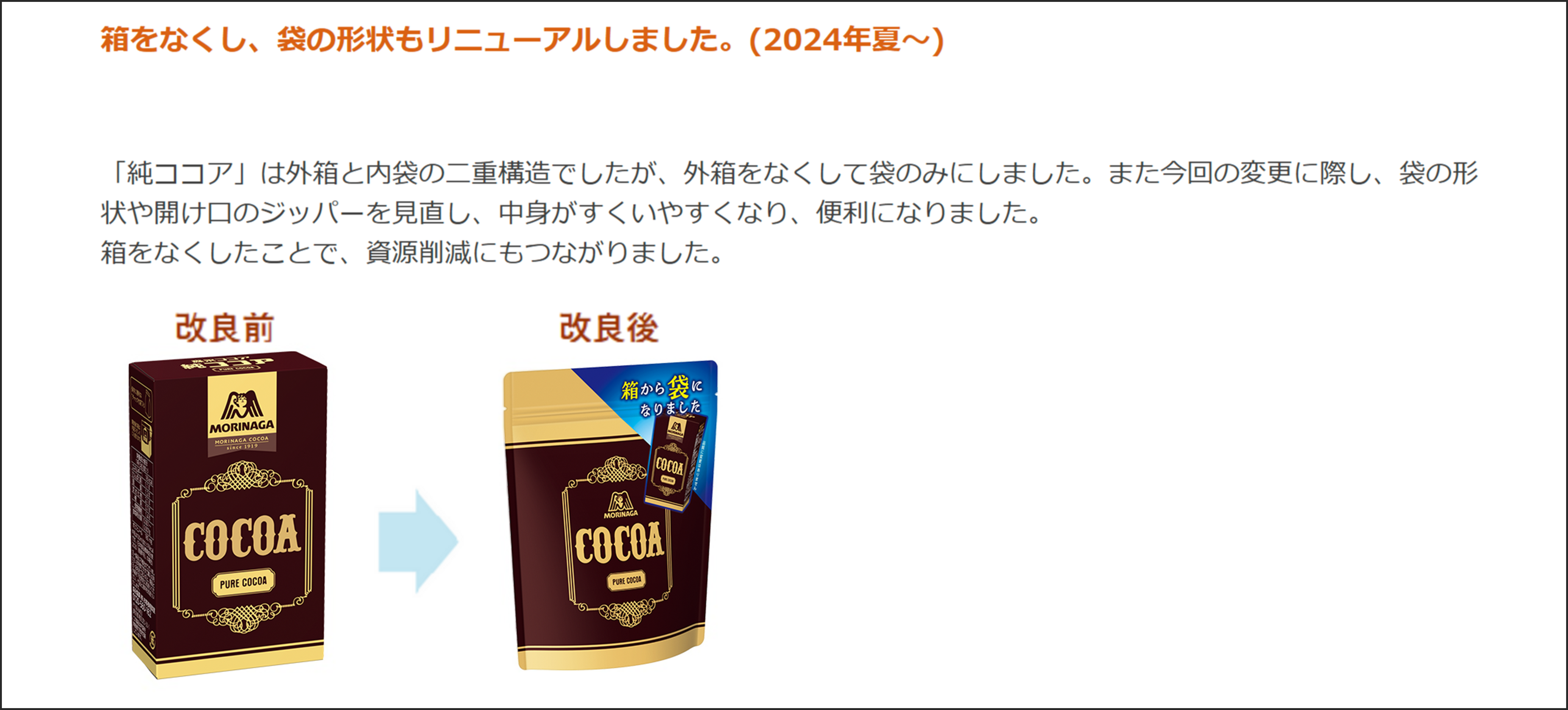
Renewal of the Packaging Format for Pure Cocoa (website)
We regularly update the list of questions and answers on our website to improve the content. Most frequently asked questions are included in the FAQ section. Questions in the section are sorted in the order of how frequently they are asked, helping users find necessary information easily.

Frequently Asked Questions (FAQ)
We provide training on compliance and labeling related to advertising and marketing for newly assigned product development staff with the aim of offering advertising and marketing in a manner that is responsible to society. In addition, when launching products, we have a mechanism in place for multiple departments to check for inappropriate expressions such as compliance violations so that all related parties can work together to deliver safe and reliable products to our customers.